


The fuel ratio dropped by 3~5 kg/t again, ranking first in the country! Application Analysis of Wet Injection Lining and Tuyere Casting Technology in No.5 BF of Liugang
Time:
Dec 30,2022
Source:
Author:
AbstractThis paper mainly introduces the application of the sixth generation of West China wet injection lining, the overall pouring of the tuyere area and the operation of the blast furnace after it is put into operation in 2022 on the No.5 (1500m ³) blast furnace of Liugang. After Liugang No.5 blast furnace was put into operation, the fuel consumption decreased significantly, the coke ratio in the furnace decreased to 554 kg/t, and the fuel ratio decreased from 546.5 kg/t to 513.6 kg/t. The problems of blast furnace gas leakage and cooling wall leakage were also completely solved, and various indexes entered the forefront level in the country, setting the best in the history of Liugang blast furnace indexes.
Keywords: cooling stave fuel ratio wet injection integral pouring
1. Condition before shutdown of No.5 Blast Furnace of Liugang
The effective volume of No.5 blast furnace in Liugang ironmaking plant is 1500m, with 22 tuyeres and two iron ports. it adopts advanced equipment such as tandem tank bell-less furnace top, carbon brick carbon composite brick furnace bottom furnace cylinder structure, thin-wall furnace lining, closed circulation industrial water cooling system of soft water, gravity dry bag dust removal, cross temperature measurement of furnace throat, etc. In order to reduce consumption by benchmarking, in view of the high consumption of raw fuel before blast furnace maintenance and the high consumption of blast furnace fuel in the later stage of furnace service, the ironmaking plant has formulated multiple optimization plans. in order to achieve fine management of furnace temperature and furnace type, remove "stubborn diseases" of blast furnace such as gas leakage and cooling wall leakage, and deepen the target direction of energy saving and carbon reduction, the No.5 blast furnace will be stopped for repair in September 2022. According to industry statistics, West China Science and Technology Blast Furnace Lining Wet Injection Lining Technology has become a rapid repair of blast furnace program, Liugang in the application of new technology, choose the technology as the main construction program of this project.
2. Wet injection lining technology.
The sixth generation of West China wet injection lining technology (patent number: 201010179044.7) is one of the symbols of the development level of blast furnace long-life ironmaking technology, and is the fastest and most effective method of intelligent lining, energy saving and consumption reduction. The technology of blast furnace furnace belly, furnace waist, furnace body injection, can quickly restore the reasonable furnace type, improve production, reduce energy consumption, after the furnace to produce nitrogen and furnace wall secondary combination, continuous intelligent maintenance of furnace lining, optimize the blast furnace fuel consumption, blast furnace performance is good, by domestic and foreign steel enterprises.
2.1 technical advantages
(1) The sixth generation of West China wet injection lining technology completely adopts sol binding, so that the binding between materials has affinity, the material structure has been further optimized, abandon the traditional water-adding binding process, completely solve the traditional process of water material binding difference, easy to fall off after bonding phenomenon.
(2) According to the construction feedback over the past few years, the construction rebound rate is less than or equal to 5%, and no dust and toxic and harmful gases are generated during injection, so as to avoid the normal operation of TRT affected by dust.
(3) The lining formed by high-pressure injection forms a high-density lining body in the blast furnace lining, with low porosity, high density, corrosion resistance and wear resistance, so as to achieve the purpose of rapid slag hanging and rapid production.
(4) Stabilize the edge airflow and improve the blast furnace smelting intensity.
(5) Rapid recovery of reasonable furnace type, increase production and reduce energy consumption are the most efficient and effective method for the longevity of blast furnace.
(6) Intelligent lining, energy saving and consumption reduction lining, blast furnace will produce nitrogen after the furnace, and the furnace wall secondary combination of continuous intelligent maintenance of furnace lining, so that the gas flow to the center of the blast furnace convergence circulation, so as to achieve the effect of energy saving and consumption reduction.
Advantages of 2.2 materials
(1) The use of metal (Si/Al) ductility to achieve plastic forming, the use of nitriding and reducing atmosphere in the blast furnace to achieve the use of in situ synthesis of high-temperature enhanced phase (Si3N4/SiAlON), and non-oxide substrate to form a perfect mosaic structure, while achieving:
◆ Excellent resistance to chemical erosion
The use of the process with self-repair function
◆Good thermal shock resistance
(2) With the metal-non-oxide composite material system as the substrate, through non-oxide surface modification, the use of sol-gel molding process to achieve:
◆Good liquidity
◆Fast drying performance
◆ Overall stability after drying
The sixth generation of West China Sialon high-strength composite injection material solves the defects of traditional cement combined with spray coating. It has excellent wear resistance, good chemical stability, higher flexural strength, better thermal conductivity, and high-quality slagging ability.
3. Construction Process of No.5 Blast Furnace of Liugang
3.1 blast furnace tuyere integral pouring
3.1.1 Advantages of integral pouring with tuyere
The integral pouring technology of blast furnace hearth tuyere is a new technology of remaking ceramic cup, which is characterized by directly supporting mould pouring close to carbon brick or cooling wall. After pouring, the "ceramic cup" and carbon brick or residual lining combination brick form an integral combination, which makes the structure of hearth and tuyere more compact. There is no filling layer between traditional ceramic cup and carbon brick, so that the overall heat transfer efficiency of furnace can be effectively guaranteed and improved to achieve heat transfer balance, the solidification isotherm of molten iron at 1150 ℃ is offset to the ceramic cup, and a "self-generated" slag and iron protective layer can be formed in the furnace cylinder. Protect the safety of the furnace lining and avoid the hidden danger of furnace cylinder burning through caused by heat transfer. The safe and long life of the furnace cylinder can be realized.
In the tuyere area, clean the slag iron and conduct pouring. The residual combined brick is enclosed in the castable, or the overall pouring of the tuyere, to avoid the impact of brick joints, reduce the risk of gas leakage from the tuyere.
3.1.2 Selection of casting materials
The castable in the high-temperature zone of the tuyere zone is made of corundum silicon carbide castable combined with HX-RJ sol, which is resistant to high temperature, slag iron erosion, thermal shock and erosion. No cement is added to all materials, Shanxi high-quality dense corundum and silicon carbide are used as the main raw materials, and silica sol imported from the United States is used as the binder. A small amount of accelerator is added to ensure the strength and reduce the impurity content of the castable.
Because the material purity of the castable is very high, the binder is nano-scale silica sol, the burning line change of the castable is very small, and the actual detection is +0.1-0.2%. The silicon-oxygen bond forms a closed ring, chain and net, and then forms a three-dimensional net structure. This three-dimensional net structure can maximize the strength and density of the material, resist the scouring of molten iron circulation, and increase the erosion resistance to slag iron.
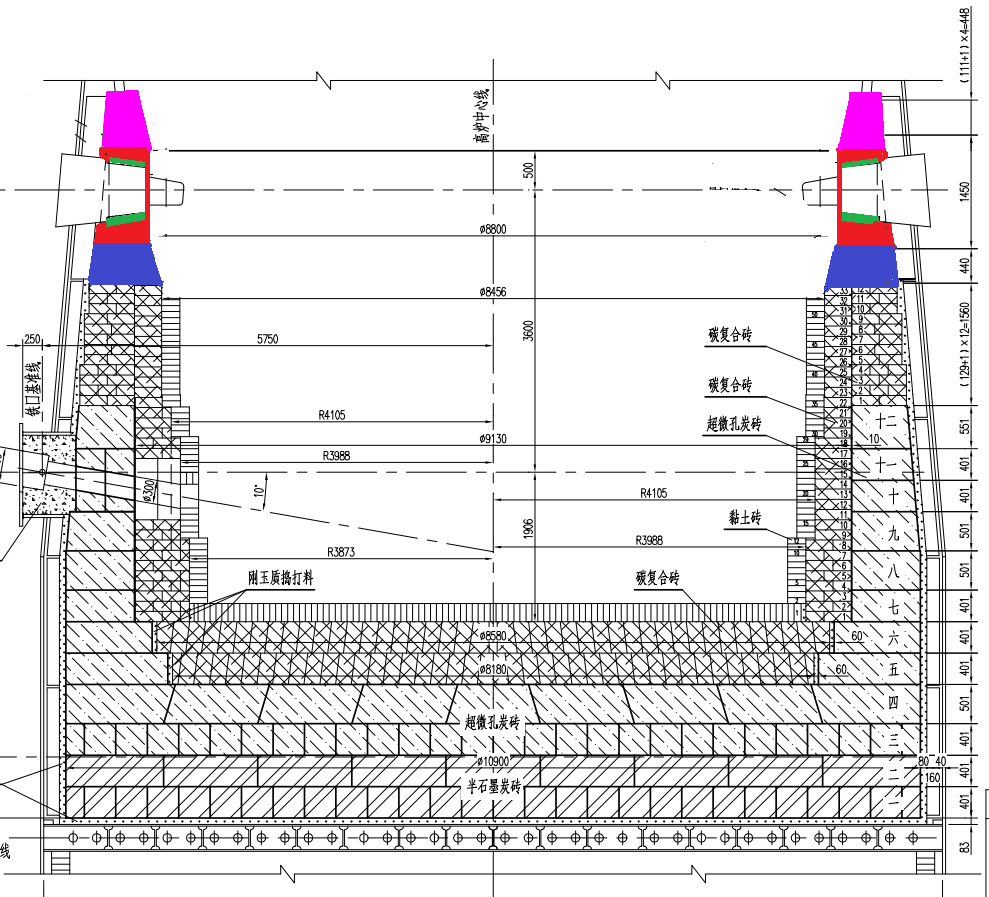
Figure 1 Schematic diagram of pouring in tuyere area of No. 5 blast furnace
3.2 blast furnace tuyere integral pouring
3.2.1 Construction process
Furnace wall treatment-equipment in place-lighting-anchor and net hanging in furnace-furnace washing-injection integral construction
In order to ensure the best injection effect, the following technical measures are taken to ensure that the distance between the manipulator and the furnace wall is adjusted according to the inner diameter of different parts of the furnace lining. According to the inner diameter size of each part, the spraying operator adjusts the position and angle according to the distance from the wall surface. The main parameters of the three elements of material, accelerator and wind in the injection process: wind pressure and air volume, discharge volume and accelerator dosage, are adjusted in time according to the actual situation. The amount of accelerator liquid is controlled at 0.5-1.0%. In order to ensure smooth start-up and rapid smooth running after start-up, the springback material will be cleared out from the air vent in time without forming pile material.

Fig. 2 Pouring Construction Drawing of Tuyere Area of No.5 Blast Furnace
3.2.2 Selection of spraying materials
The low temperature area in the middle and upper part of the furnace body adopts (HXNCS-1) mullite injection material resistant to mechanical wear and thermal shock. The high temperature area above the tuyere belt and the furnace belly-lower part of the furnace body adopts slag iron erosion resistance and thermal shock resistance. The effect of using sol-bonded corundum silicon carbide injection material (HXNCS-2) is ideal.
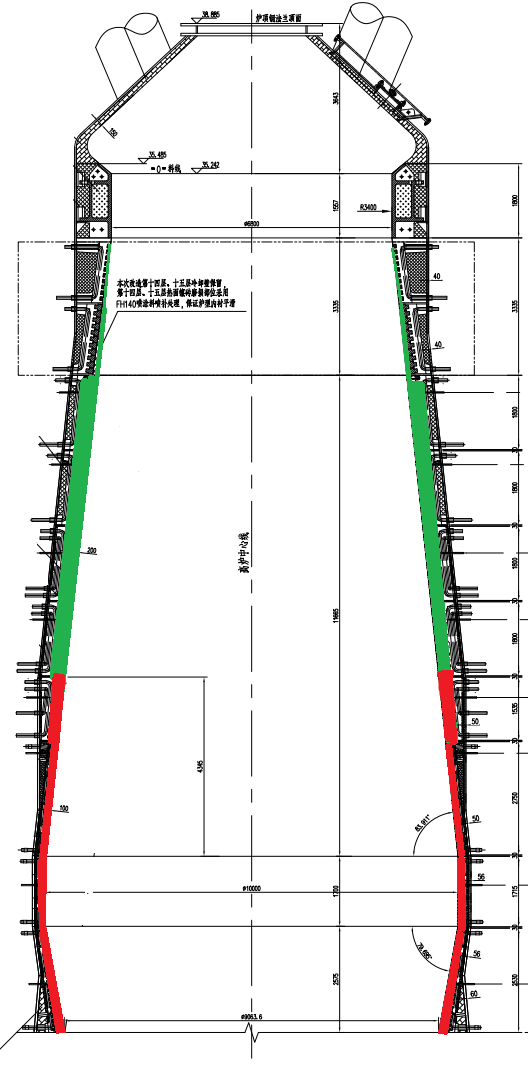
Fig. 3 Schematic Diagram of Wet Injection Lining of No.5 Blast Furnace
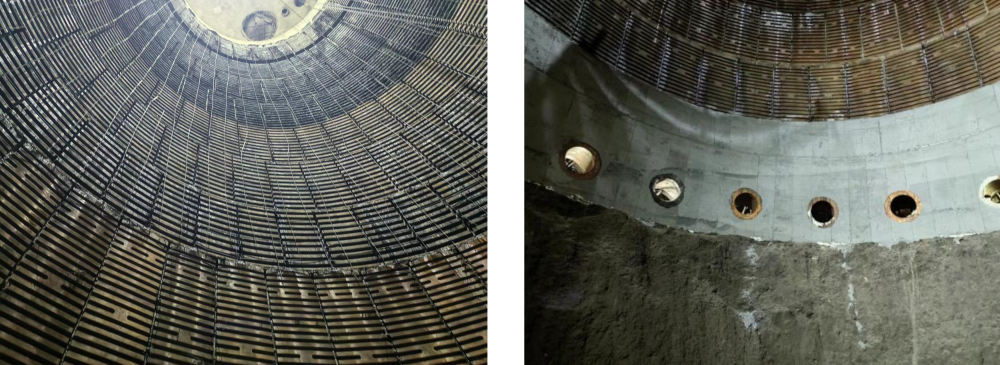
Fig. 4 Wet Injection Construction of No.5 Blast Furnace
3.3 oven
After installing the iron mouth air guide pipe and the small and medium-sized sleeve, the oven will be dried at 14:36 on October 8 with air diversion, at 15:36 with air blower, and the oven will end at 8:42 on October 17 when the wind is closed. The heating rate is not more than 15 ℃/hour, controlled at 10 ℃/hour; the cooling rate is not more than 30 ℃/hour. The used oven completion standard is:
1) Thermocouple temperature of furnace body reaches 110 ℃
2) The moisture of the furnace gas measured by the top moisture meter is close to the atmospheric moisture.
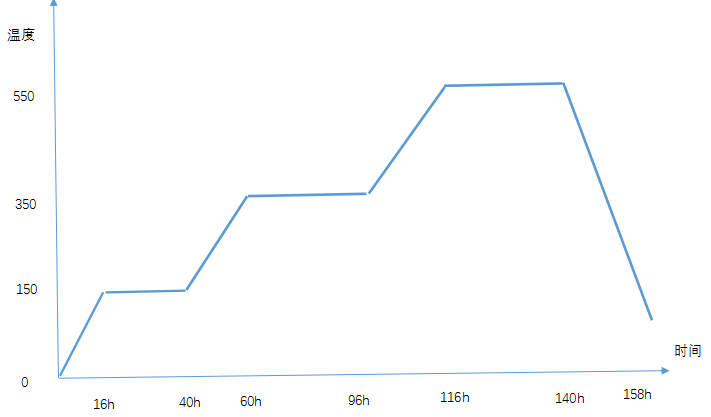
Fig. 5 Blast Furnace Drying Curve
4. Operation of No.5 blast furnace after start-up
No. 5 blast furnace was officially opened on October 26. After opening, the furnace condition was smooth and the feeding rate was normal. The first-class product rate of molten iron reached 100. The coke ratio in the furnace dropped to 554 kg/t, which was 4~5 kg/t lower than that before maintenance. The effective fuel ratio dropped from 546.5 kg/t to 513.6 kg/t, which was 3~5 kg/t lower than that before maintenance. The temperature difference of soft water is stable at 4~6 ℃ for a long time, the central airflow in the furnace is stable and controllable, the utilization rate of gas is greatly improved, and the utilization coefficient of blast furnace is 3.07 t/m.3D, air temperature 1028 degrees C, the technical and economic indicators are gratifying.
5. Conclusion
Liugang No. 5 blast furnace began to leak water from the cooling stave, gas leakage, and gradually expand the scope. Research and demonstration, the formulation of a shutdown plan, and then to the tuyere with the overall pouring, injection of the overall construction, the furnace to resume production, the whole process is a relatively successful operation method. West China wet injection lining technology is a way to quickly repair the blast furnace lining, the technology can control the appropriate furnace wall cooling can reduce the blast furnace heat loss, thereby reducing the fuel ratio, appropriate cooling to ensure the furnace type is relatively stable, especially to eliminate the furnace body lower furnace wall bonding, blast furnace material flow smoothly, furnace condition strengthening optimization, reduce the fuel ratio, and maintain the long-term stability of the furnace condition, at present, it has been widely recognized by steel enterprises. It is understood that in December, the coke ratio and fuel ratio index of No.5 blast furnace of Liugang reached the forefront level in the country, reaching a new low in the history of blast furnace.
6. References
1] Zhu Renliang. Baosteel large blast furnace operation and management [M]. Beijing: Metallurgical Industry Press. 2015.
2] Zhou Chuandian. Technical Manual of Blast Furnace Ironmaking Production [M]. Beijing: Metallurgical Industry Press. 2018.
3] Yuan Wujun Zhongbo. Liugang Blast Furnace Reduces Fuel Ratio Production Practice Ironmaking Exchange. 2021.5.
Henan Huaxi Technology Group
Address: No.1, Chuangye Road, Gathering District, Gongyi City, Henan Province
Telephone:+86-4001665689
Website:www.hua-xi.com
Mailbox:huaxi_5689@126.com

Copyright©Henan Huaxi Technology Group Powered by www.300.cn Supports IPV6 SEO Business License Global site
Copyright©Henan Huaxi Technology Group
Powered by www.300.cn Supports IPV6