


Analysis of How to Operate Blast Furnace Before Opening After Spraying Lining?
Time:
Oct 18,2023
Source:
Author:
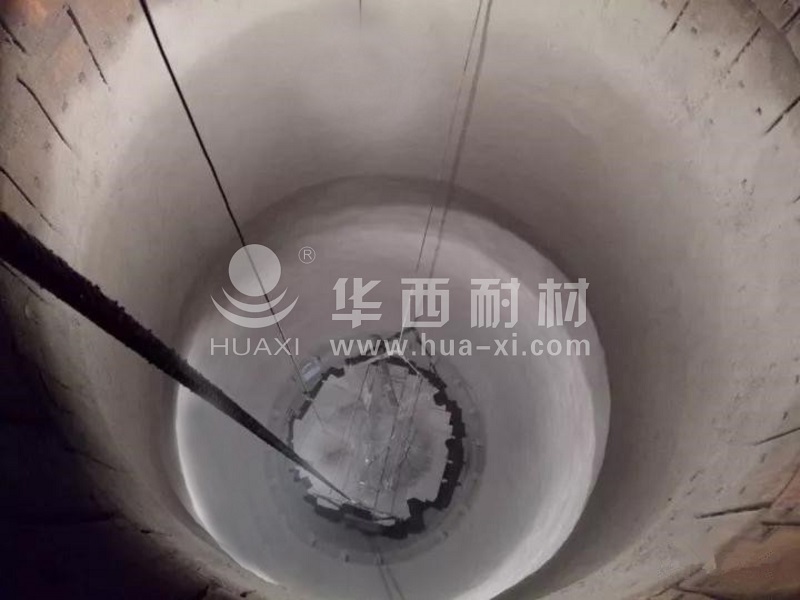
Blast furnace spraying is a method of rapid lining of a blast furnace, which can be used to reduce the material surface for local spraying, regular furnace type, but also in the blast furnace overhaul when the overall spraying, shorten the blast furnace overhaul time, rapid recovery of production. It is an effective means for rapid lining of blast furnaces and is continuously used by most blast furnaces. The rapid overhaul of the blast furnace, the overall pouring of the furnace cylinder, the spraying of the furnace belly and the lining of the furnace body, greatly shortened the overhaul time, and soon resumed production.

Adjust operation system after 1. spraying
According to the change of blast furnace type after spraying, we first need to achieve a reasonable production furnace type suitable for blast furnace intensive production, which requires that in a period of time after the resumption of production, the development of edge airflow should be given priority to, and the furnace type after spraying lining should be regulated with more abundant edge airflow, so as to obtain the requirements of production furnace type as soon as possible.
Secondly, the lining of the furnace is thickened after spraying, and the airflow is easier to go to the center, which also requires that the development of the edge airflow should be paid attention to in the selection of the operating system to prevent the edge airflow from being too weak to cause the furnace wall to be thick or the center to blow.
2. development edge airflow
1. After the furnace is started, the air supply system maintains the configuration before spraying. On the surface, the air supply system has not changed, but the change of furnace type forces the distribution of initial airflow to develop to the center, even over-blowing. However, the edge is automatically aggravated, which means that the central airflow cannot be seen on the imaging of the upper furnace roof, and the central airflow can still be pressed forward, otherwise it is extremely difficult to recover the abnormal airflow due to the collapse of the material and the deviation of the ruler.
2. The furnace type after spraying is not suitable for strengthening smelting operation furnace type. Objectively, a certain edge airflow is needed to run in the furnace type, which requires maintaining a relatively developed edge airflow during a period of time.
3. Practice has also proved that through the development of edge airflow, the temperature of the furnace wall gradually rises, the slag skin falls off first and then stabilizes, the furnace condition tends to be stable, and the central airflow gradually rises and no longer collapses, indicating that the reasonable operation furnace type has basically formed.
3. development edge airflow effect
1. For blast furnace operation after spraying, a relatively developed edge airflow should be maintained in the early stage in order to quickly form a reasonable operation furnace type.
2, blast furnace operation should be observed frequently, including the work of the wind mouth, the temperature control of each part of the furnace wall, iron slag, wind pressure and air volume trend changes, etc., in a timely manner to make the corresponding operation system adjustment, and should not stick to the rules. Even if it is the same blast furnace, the operating regime previously adapted to the blast furnace will become unsuitable with changes in production conditions. Just as Chinese medicine said the same medicine different diseases, the same disease different medicine.
3. Not only the blast furnace after spraying, but also the blast furnace after new construction or overhaul, the pre-operation of the furnace should properly maintain sufficient edge airflow to facilitate the formation of the operation furnace type.

The blast furnace spraying technology of Huaxi refractory materials adopts independently developed sol binder to strengthen the wear resistance of the upper part of the furnace body and the corrosion resistance of the lower part. The injection lining is completed within 24-48 hours, the rebound rate is less than or equal to 5%, and the life of the furnace lining is more than or equal to 18 months. After the blast furnace spraying, the upper and lower parts should be adjusted decisively to control the initial gas flow distribution reasonably, so as to achieve strong central air flow and stable edge air flow. After reducing the tuyere area and lengthening the tuyere, favorable conditions should be created for improving the top pressure and expanding the ore batch.
Henan Huaxi Technology Group
Address: No.1, Chuangye Road, Gathering District, Gongyi City, Henan Province
Telephone:+86-4001665689
Website:www.hua-xi.com
Mailbox:huaxi_5689@126.com

Copyright©Henan Huaxi Technology Group Powered by www.300.cn Supports IPV6 SEO Business License Global site
Copyright©Henan Huaxi Technology Group
Powered by www.300.cn Supports IPV6